

Written by Scott Schreeg | Power Plants
SVI/Bremco completed a plenum hot spot repair job at a power generation plant in South Carolina.
What Did the Plenum Inspection Find?
The SVI/Bremco team found multiple areas of concern within the unit after a physical and visual inspection was done.
The areas of concern included the following:
- All the inner and outer door gaskets had failed, and there were casing cracks in the corners of the door frames.
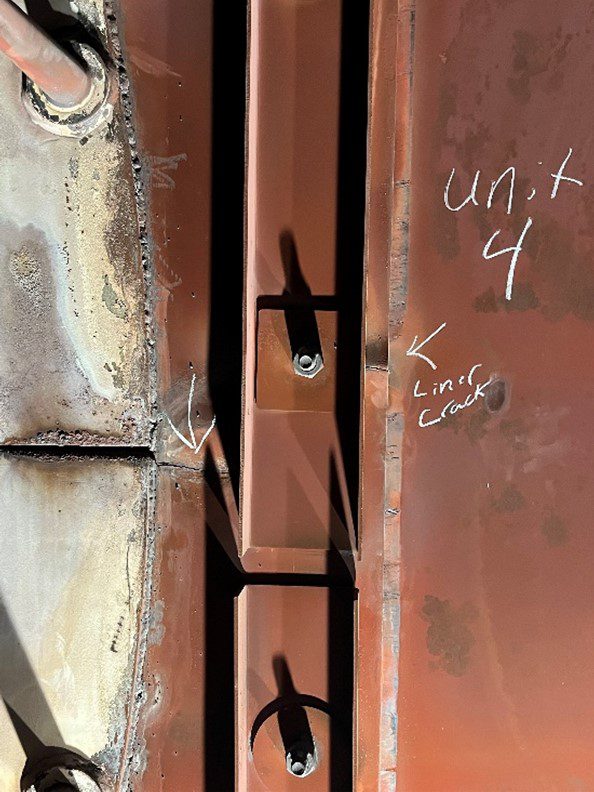
- The aft wall liner of the plenum wing was cracked from the ring with test probes across to the edge of the liner sheet.
- The inlet duct side of the unit liner had a gap of 3/8,” and the insulation had been sucked out.
- The aft wall upper and lower sections had a ¼” gap present.
- Inside the generation cabinet cover, there was a ring weld failure, and the ring had warped.
- When the liner plate was removed, the team found most of the scallop bars had weld failures to the casing, and the ceiling had sagged 3”. Six broken scallop bars were found on the right side of the liner plate, and four broken scallop bars on the left side liner plate.
What Plenum Hot Spot Repairs Were Made?
Numerous repairs were performed to mitigate the plenum hot spots and other issues. The tasks that were completed included:
- All old door gaskets were removed, and new ones were installed.
- The bad section of the liner was cut out, approximately 7 ½” wide by 13” long, overlapping the lower aft wall liner sheet and tucking the top of the liner underneath the upper liner. A new c channel was installed using three existing studs to hold the c channel. A diverter plate was installed on the ring to keep hot gasses from getting into the cabinet on the generation side. The cover plate was welded on the top side and z-clipped on the bottom to allow for growth. (This was a temporary repair to help keep the insulation from blowing out and hot gasses from entering the generation cabinet.)
- New insulation and independent liner pieces for the lower and upper aft walls were welded to the diffuser ring, and the liner plate was reinstalled.
- Loose hardware in the inlet duct was replaced with new hardware, tightened, and backed off one flat and killed.
- Three broken studs were drilled out in the aft wall.
- The team welded the scallop bars on the left ceiling sheet, second row in. Two studs were installed on the edge of the left ceiling plate so they could get a full weld to secure the liner plate. A 4’’x4’’ washer was used, and a nut inside where the old scallop bars would have been. Scallop bars were reinstalled.
- New insulation was installed.
Do you need help like this at your power plant? If you do, SVI/Bremco performs onsite inspections to determine the solutions that will best meet your needs. Contact us today to schedule your inspection.